

CINCO MINUTOS PARA INICIARSE EN EL MOLDEO ASISTIDO POR GAS
El moldeo por inyección asistida por gas es un tipo de técnica de moldeo por inyección de plástico que utiliza gas inerte a alta presión para inyectar en el plástico fundido para formar una sección de vacío y empujar el material fundido hacia adelante para realizar el proceso de inyección, mantenimiento de la presión, enfriamiento, etc. El gas tiene una transmisión de presión eficiente, por lo que puede mantener constante la presión en todas las partes de la vía aérea.

1. Unidad de control auxiliar de gas
2. Generador de nitrógeno
Es otro sistema independiente además de la máquina de moldeo por inyección. Y la única interfaz con la máquina de moldeo por inyección es la línea de conexión de la señal de inyección. Después de la señal (inicio de inyección o posición del tornillo) transmitida desde la máquina de moldeo por inyección a la unidad de control asistida, se inicia un proceso de inyección de gas. El ciclo se repite durante el proceso de producción. El gas debe ser gas inerte (generalmente nitrógeno con una pureza ≥ 98%), normalmente la presión máxima del gas es de 35MPa, algunos especiales pueden alcanzar 70MPa. La unidad de control asistida por gas es un dispositivo que controla el tiempo de inyección de gas y la presión. Fue diseñado con un circuito de gas multigrupo, que puede controlar la producción asistida por gas de múltiples máquinas de moldeo por inyección al mismo tiempo. La unidad de control asistido por gas está equipada con una función de recuperación de gas para reducir al máximo el consumo de gas.
DKM está desarrollando la unidad de control asistida por gas integrada en la máquina de moldeo por inyección como una nueva función de la máquina de moldeo por inyección.
Hay poca diferencia entre el molde asistido por gas y el molde de inyección tradicional.Sobre la base ordinaria,se añade con el elemento de entrada de aire (llamado aguja de aire) y el diseño del paso de aire. El llamado "paso de aire" es el canal por el que fluye el gas después de entrar. Algunas de las vías de aire forman parte del producto, y otras están especialmente diseñadas para guiar el flujo de aire. La aguja de gas es un componente clave del molde asistido por gas, que afecta directamente a la estabilidad del proceso y a la calidad del producto. La parte central de la aguja de aire es un cilindro que se compone de muchos huecos pequeños. El espacio entre los huecos afecta directamente a la salida de aire. Si es grande, el volumen de salida de aire será grande, lo que es beneficioso para el llenado de moldeo por inyección. Sin embargo, si el espacio es demasiado grande, será bloqueado por el plast fundido, y el volumen de salida de aire disminuirá en su lugar. SINO MOULD tiene una gran experiencia en el diseño y fabricación de moldes asistidos por gas.
El moldeo por inyección asistida por gas es el más adecuado para productos con agujeros de columna gruesos o nervaduras gruesas y grandes posiciones de goma y agujeros en el interior (como asas y perchas). Varios grandes fabricantes de televisores utilizan el moldeo por inyección asistida por gas para producir marcos frontales de televisores, lo que puede ahorrar entre un 10% y un 20% de materias primas y reducir en gran medida la fuerza de sujeción(Reducir la dificultad del moldeo por inyección).
| Placa de cubierta superior del frigorífico | Placa de aire transversal del aire acondicionado | Asa |
|---|---|---|
| La placa de cubierta superior del refrigerador es una gran pieza plana moldeada por inyección con estrictos requisitos de calidad. Su molde adopta una compuerta recta, que es muy fácil de deformar durante el moldeo por inyección tradicional, afectando al ensamblaje del frigorífico. Después de utilizar gas asistido, la deformación se controla eficazmente, se reduce de 1,7 ~ 2 mm a menos de 0,5 mm. | La placa de aire transversal del acondicionador de aire tiene una estructura de tira larga y la forma de la sección es irregular. Debido a que no se permite que la línea de soldadura aparezca en la superficie, el molde adopta una compuerta de un solo punto y el flujo de material es largo. Es muy fácil obtener deformación y marcas de hundimiento con el moldeo por inyección tradicional. Si se instala una placa no cualificada, afectará a la rotación del motor de dirección del viento e incluso quemará el motor en casos graves. Por lo tanto, es particularmente importante para mejorar la deformación. Después de la adopción de gas asistido, este problema se resuelve y la deformación se reduce de la original de 3 ~ 4 mm a menos de 1 mm. | Antes de la aparición del gas asistido, el mango se ensamblaba a partir de dos productos, lo que requería dos juegos de moldes. La fuerza no es suficiente y el conjunto no es hermoso. Después de adoptar la asistencia de gas, se puede combinar en uno, se puede ahorrar el costo de un molde y el proceso de montaje.
|
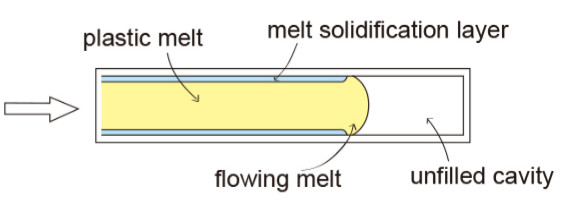
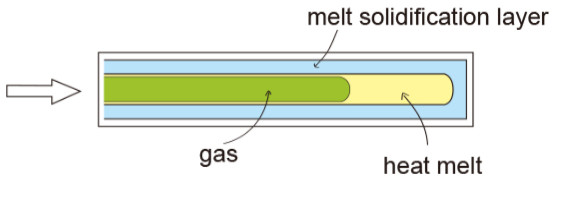
El plástico fundido fluye dentro de la cavidad del molde, contactando con el molde a baja temperatura y formando una fina capa de solidificación.
El gas inerte entra en el plástico fundido y empuja el plástico no solidificado hacia la cavidad no rellenada.
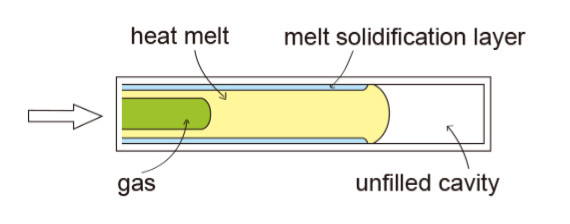
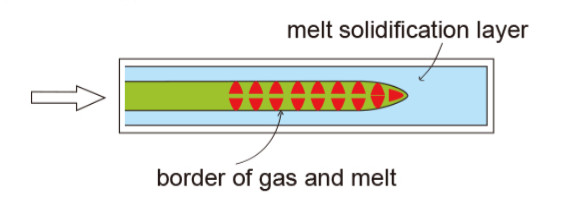
El gas empuja continuamente el plástico fundido hasta que llena toda la cavidad.
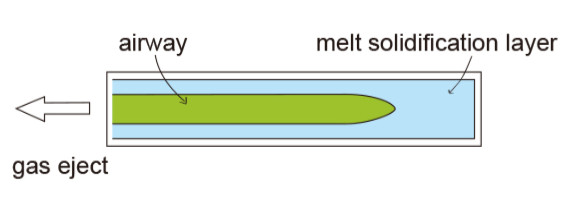
Bajo el mantenimiento de la presión del gas, el gas en el conducto de aire comprime la masa fundida y alimenta el material para asegurar la apariencia de los productos.
Antes de abrir el molde, el gas de escape desde el interior del producto y la disminución de la presión del gas a la normalidad.
1. Parámetros de inyección de gas: la unidad de control auxiliar de gas es un dispositivo que controla la presión de gas en cada etapa. Los parámetros auxiliares de gas sólo tienen dos valores: tiempo de inyección de gas (segundos) y presión de inyección de gas (MPA).
2. La tecnología de moldeo por inyección asistida por gas consiste en inyectar gas a alta presión mientras se inyecta plástico fundido en el molde. Existe una compleja interacción bifásica entre la masa fundida y el gas que hace que el control de los parámetros de la tecnología sea muy importante. Los métodos de control de estos parámetros se discuten a continuación:
a. Volumen de inyección: el moldeo por inyección asistida por gas adopta el llamado método de "tamaño corto" que inyecta una cierta cantidad de material (normalmente el 70-95% de la inyección completa) en la cavidad del molde y luego inyecta gas para realizar el proceso de inyección completa. La cantidad de inyección de material fundido se decide más por el tamaño de la vía de aire del molde y la estructura de la cavidad del molde. Cuanto mayor sea la sección transversal del conducto de aire del molde, más fácilmente penetrará el gas y mayor será la tasa de ahuecamiento, por lo que es adecuado adoptar una "tasa de tamaño corto" más alta. Si se utiliza demasiado material en este momento, es fácil causar acumulación de material fundido donde habrá marca de contracción. Demasiado poco material causará soplo a través. Si el conducto de aire es completamente consistente con la dirección del flujo de material, es más propicio para la penetración de gas y la mayor tasa de ahuecamiento del conducto de aire. Por lo tanto, al diseñar el molde, trate de mantener la vía de aire consistente con la dirección del flujo.
b. Velocidad de inyección y mantenimiento de la presión: bajo la condición de garantizar que no haya defectos en el rendimiento del producto, utilice una velocidad de inyección más alta en la medida de lo posible para que el material fundido llene la cavidad del molde lo antes posible. En este momento, la temperatura del material fundido se mantiene alta, lo que favorece la penetración del gas y el llenado del molde. El gas mantiene una cierta presión después de empujar la cavidad del molde de llenado de material fundido, que es equivalente a la etapa de mantenimiento de la presión en el moldeo por inyección tradicional. Por lo tanto, en términos generales, el proceso de moldeo por inyección asistida por gas puede eliminar el proceso de utilizar la máquina de moldeo por inyección para mantener la presión. Sin embargo, algunos productos todavía necesitan mantener la presión para asegurar la calidad del rendimiento del producto debido a su estructura. Pero no se puede utilizar un mantenimiento de presión demasiado alto. Debido a que el mantenimiento de la presión demasiado alta sellará las agujas de gas para que sea incapaz de recuperar el gas en la cavidad y causar soplado al abrir el molde. El mantenimiento de alta presión también dificultará la penetración de gas. Un mantenimiento de presión demasiado alto puede causar mayores marcas de contracción en la superficie del producto.
c. Presión de gas y velocidad de inyección de gas: la presión de gas depende principalmente de la fluidez de los materiales. Los materiales con buena fluidez (como el PP) adoptan una presión de inyección de gas baja.
La presión de gas recomendada para algunos materiales plásticos es la siguiente:
| Material plástico | MFI (G/10min) | Presión de gas (MPA) |
|---|---|---|
| PP | 20-30 | 8-10 |
| HIPS | 2-10 | 15-20 |
| ABS | 1-5 | 20-25 |
La alta presión de gas es fácil de penetrar, pero también es fácil de soplar a través de ella. Una presión de gas pequeña puede no llenar el molde lo suficiente y causar un llenado insuficiente de la masa fundida o marcas de contracción en la superficie de los productos. Con alta velocidad de inyección de gas, la cavidad del molde se puede llenar bajo la condición de alta temperatura de fusión. Para moldes con un proceso largo o una vía de aire pequeña, aumentar la velocidad de inyección de gas favorece el llenado de adhesivo fundido y se puede mejorar la calidad de la superficie del producto. Sin embargo, si la velocidad de inyección de gas es demasiado rápida, puede haber soplado a través, y para los productos con gran vía de aire, puede haber marcas de flujo superficial y líneas de gas.
e.Tiempo de retardo: el tiempo de retardo es el período de tiempo desde la inyección de masa fundida de la máquina de moldeo por inyección hasta la inyección de gas de la unidad asistida por gas, que puede entenderse como un parámetro que refleja la "sincronización" de la inyección y la inyección de gas. El tiempo de retardo corto, es decir, inyectar gas cuando la masa fundida está todavía a una temperatura alta, es obviamente propicio para la penetración del gas y el llenado del molde. Sin embargo, un tiempo de retardo demasiado corto provocará la divergencia del gas, una forma de ahuecado deficiente y una tasa de ahuecado baja.

El moldeo por inyección asistida por gas es un nuevo proceso que está surgiendo en los últimos años. En la actualidad, las grandes fábricas de electrodomésticos han empezado a aplicar este proceso. Creemos que con la profundización de la comprensión del proceso asistido por gas por parte de los fabricantes, este nuevo proceso se aplicará cada vez más ampliamente.
Con el rápido desarrollo de la industria del plástico, el ámbito de aplicación de los productos plásticos se amplía cada vez más con el aumento de la demanda, y el mercado de aplicación de la tecnología asistida por gas también se amplía. El desarrollo de dispositivos asistidos por gas adecuados para la industria de transformación de plásticos con el fin de satisfacer las necesidades del mercado internacional de moldeo por inyección tiene un impacto importante en la mejora de la calidad de los productos plásticos y la reducción de sus costes.
DKM lleva muchos años comprometida con la investigación, el desarrollo y la producción de dispositivos asistidos por gas. Desde que los equipos asistidos por gas de DKM se introdujeron en el mercado, DKM ha proporcionado con éxito un servicio integral para líneas de producción completas para múltiples usuarios. Al mismo tiempo, DKM también ayuda a los usuarios a cultivar ingenieros profesionales de moldeo por inyección asistida por gas. Si desea más información, póngase en contacto con DKM.